Kalıp üretimi ve bakımında milimetrenin altındaki hatalar bile üretim kayıplarına, ıskarta artışına ve ciddi maliyet yüklerine yol açar. Kalıp 3D tarama, geleneksel ölçüm yöntemlerinin yetersiz kaldığı bu hassas alanda; mevcut kalıbın dijital ikizini oluşturarak tasarım–üretim uyuşmazlıklarını tespit eder, aşınma analizini görselleştirir ve onarım süreçlerini kısaltır. Bu rehberde kalıp 3D taramanın ne olduğunu, nasıl uygulandığını, hangi sektörlerde ne fayda sağladığını ve doğru hizmet sağlayıcıyı seçerken nelere dikkat edilmesi gerektiğini ele alıyoruz.
Kalıp 3D Tarama Nedir? Neden Gereklidir?
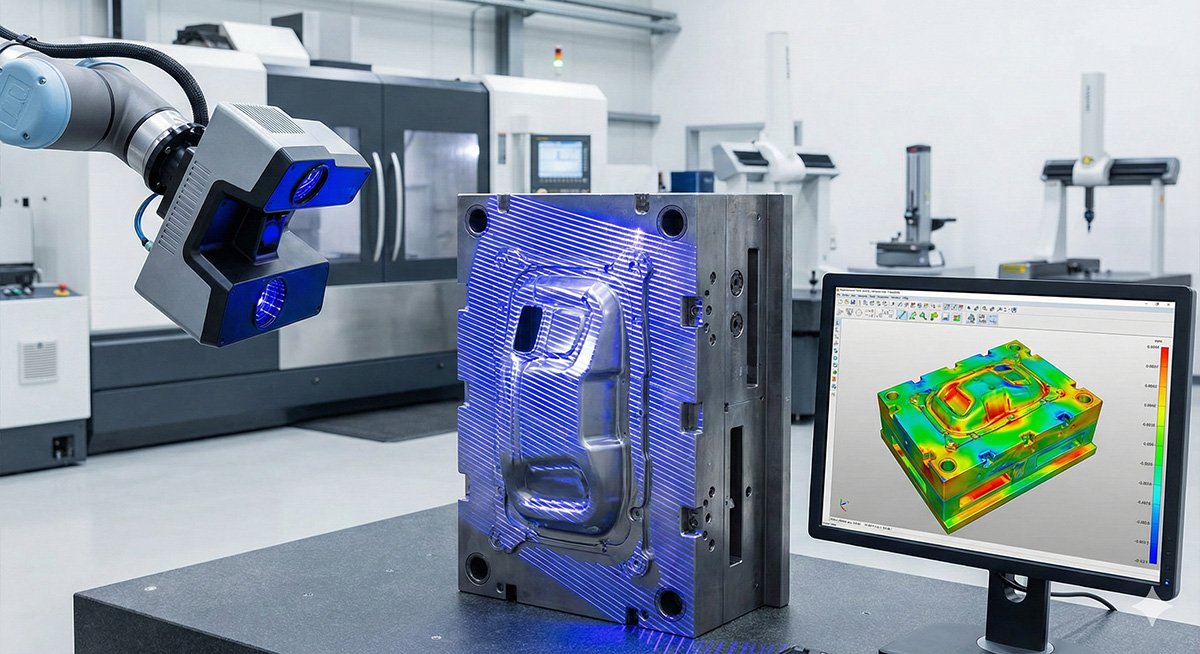
Kalıp 3D tarama, enjeksiyon kalıbı, döküm kalıbı, pres kalıbı veya termoform kalıbı gibi üretim araçlarının yüksek hassasiyetli 3D tarama cihazlarıyla dijital ortama aktarılmasıdır. Elde edilen nokta bulutu (point cloud) verisi, özgün CAD tasarımıyla karşılaştırılarak sapma analizi (deviation analysis) yapılır ya da orijinal tasarım dosyası mevcut değilse ters mühendislik yoluyla yeni bir CAD modeli üretilir.
Kalıplar; yüksek baskı, sıcaklık değişimi ve tekrarlı mekanik yükler altında zamanla aşınır ve deformasyona uğrar. Bu değişimleri geleneksel kumpas veya koordinat ölçüm cihazıyla (CMM) nokta nokta ölçmek hem zaman alıcı hem de karmaşık geometrilerde yetersiz kalır. 3D tarama ise tüm yüzeyi tek seferde, eksiksiz ve insan hatasından bağımsız biçimde kayıt altına alır.
Kalıp 3D Tarama Hangi Durumlarda Yapılır?
Kalıp 3D tarama ihtiyacı şu durumlarda ortaya çıkar:
- Üretilen parçalarda boyutsal sapma veya ıskarta artışı gözlemlendiğinde
- Kalıp onarımı veya revizyonu öncesinde mevcut durumun belgelenmesi gerektiğinde
- Orijinal CAD dosyası kaybolmuş veya hiç oluşturulmamış eski kalıpların ters mühendisliği için
- Yeni kalıp tesliminde üretici kalitesinin sözleşme toleranslarına uygunluğunun denetlenmesinde
- Periyodik aşınma takibi ve önleyici bakım planlaması için
- Sigorta, hukuki uyuşmazlık veya tedarikçi anlaşmazlıklarında boyutsal kanıt üretimi gerektiğinde
Kalıp 3D Tarama Nasıl Yapılır? Adım Adım Süreç
Kalıp 3D tarama iş akışı
Kalıp Taramada Hangi 3D Tarama Teknolojisi Kullanılır?
Kalıp geometrisi ve boyutuna bağlı olarak iki ana teknoloji tercih edilir. Doğru teknoloji seçimi hem ölçüm süresini kısaltır hem de gereken hassasiyeti güvence altına alır.
Yapılandırılmış Işık Tarama (Structured Light) — Küçük ve Orta Kalıplar
±0.01–0.05 mm hassasiyet sunar. Enjeksiyon kalıpları, döküm kalıpları ve küçük pres kalıpları için en yaygın tercih. Parlak metal yüzeylerde mat sprey uygulaması gerekebilir. Taşınabilir modeller saha kullanımına uygundur.
Uygun kalıp boyutu: 50 mm – 2.000 mm arası
Lazer Tarama (Lazer Tracker / Lazer Skaner) — Büyük Kalıplar
±0.05–0.1 mm hassasiyet sunar. Otomotiv kalıpları, büyük pres ve dövme kalıpları gibi metreyi aşan geometrilerde tercih edilir. Geniş alan kapsamı ve taşıma gerektirmeyen kurulumu büyük avantaj sağlar.
Uygun kalıp boyutu: 1.000 mm – 10.000 mm ve üzeri
Kalıp 3D Tarama ile Geleneksel CMM Ölçümü Karşılaştırması
| Kriter | 3D Tarama | Geleneksel CMM |
|---|---|---|
| Veri yoğunluğu | Milyonlarca nokta (tam yüzey) | Yüzlerce–binlerce nokta |
| Karmaşık geometri | Sorunsuz | Sınırlı veya imkânsız |
| Ölçüm süresi | Saatler | Günler |
| Saha kullanımı | Evet (taşınabilir) | Genellikle hayır (lab ortamı) |
| Aşınma haritası | Renk haritasıyla görsel | Tablo/sayısal |
| Ters mühendislik | Doğrudan mümkün | Çok sınırlı |
| Hassasiyet | ±0.01–0.1 mm | ±0.001 mm (daha yüksek) |
Kalıp 3D Taramanın Faydaları Nelerdir?
Üretim ve kalite faydaları
- Iskarta oranı düşer
- Kalıp teslim denetimi hızlanır
- Boyutsal uyuşmazlık önceden tespit edilir
- Periyodik aşınma takibi sistematikleşir
- Onarım bölgesi hassasiyetle belirlenir
Operasyonel ve maliyet faydaları
- Ölçüm süresi %60–80 azalır
- Planlısız üretim duruşu önlenir
- Kalıp arşivleme ve dijital ikiz oluşturulur
- Tedarikçi anlaşmazlıklarında somut kanıt
- Yedek parça ve onarım süresi kısalır
Kalıp 3D Tarama Hangi Sektörlerde Kullanılır?
Plastik Enjeksiyon Sektörü
Enjeksiyon kalıplarının yeni tesliminde boyutsal kabul testi, seri üretim sürecinde periyodik aşınma kontrolü ve onarım öncesi durum tespiti. Özellikle optik parça ve tıbbi cihaz bileşenlerinde tolerans gereksinimleri çok sıkıdır.
Otomotiv ve Yan Sanayi
Stamping (sac şekillendirme) kalıpları, döküm kalıpları ve trim kalıplarının taranması. Büyük boyutlu otomotiv kalıpları lazer tracker ile saha koşullarında ölçülür; revizyon döngüleri kısaltılır.
Döküm ve Dövme Sektörü
Kum kalıpları, kokil kalıpları ve dövme kalıplarında her üretim döngüsünün ardından aşınma miktarının izlenmesi. Kalıbın ne zaman revize edileceği veya yenileneceğinin veriye dayalı olarak planlanması.
Havacılık ve Savunma
Kompozit malzeme kalıpları ve hassas döküm kalıplarında sıkı tolerans denetimi. AS9100 ve NADCAP süreçlerinde boyutsal doğrulama raporları zorunlu tutulmaktadır.
Tıbbi Cihaz ve Farmasötik
FDA ve ISO 13485 kapsamında her kalıp değişikliği sonrası doğrulama zorunludur. 3D tarama bu süreçleri hızlandırır ve denetim raporlarına otomatik olarak entegre edilebilecek boyutsal veri üretir.
Kalıp Aşınması Nasıl Tespit Edilir? Sapma Analizi Nasıl Okunur?
Sapma analizi (deviation analysis), tarama verisini orijinal CAD modeliyle hizaladıktan sonra her noktadaki farkı renk skalasıyla görselleştiren en kritik çıktıdır. Mavi tonlar malzeme kaybını (aşınma), kırmızı tonlar ise malzeme fazlalığını (deformasyon veya yapışma) temsil eder. Tolerans sınırı dışındaki bölgeler otomatik olarak işaretlenir.
Bu harita sayesinde kalıp tamircisi, hangi bölgeye ne kadar malzeme ekleneceğini ya da hangi bölgenin işleneceğini gözle görür biçimde belirleyebilir. Tahmine dayalı onarım kararları yerine veri odaklı onarım planı oluşturulur; bu da hem zaman hem malzeme tasarrufu sağlar.
Gerçek Kullanıcı Senaryosu: Enjeksiyon Kalıbında Sapma Tespiti
Bursa’da faaliyet gösteren bir otomotiv yan sanayi firması, iç döşeme parçası üreten enjeksiyon kalıbında seri üretim sırasında artan ıskarta oranıyla karşılaştı. Gözle muayene ve kumpas ölçümü herhangi bir sorun göstermedi; ancak ıskarta oranı %3’ten %11’e yükseldi. Yapılandırılmış ışık tarama uygulandığında sapma haritası, kalıbın merkez bölgesinde 0.18 mm’lik lokal çöküntü olduğunu ortaya koydu. Bu çöküntü, kumpas ölçümüyle tespit edilemeyecek kadar geniş alana yayılmış ama kritik bölgede yoğunlaşmıştı. Hedeflenen onarım 4 saatte tamamlandı; ıskarta oranı %2’nin altına geriledi. Geleneksel yöntemle bu sorunun tespiti günler, çözümü ise denemeli hata süreçleriyle haftalar alırdı.
Kalıp 3D Tarama Hizmetinde En Sık Yapılan Hatalar
- Yüzey hazırlığını atlamak: Parlak ve yansıtıcı metal yüzeyler tarayıcıyı yanıltır. Mat sprey veya toz uygulanmadan elde edilen veriler gürültülü ve hatalı olabilir.
- Sıcaklık etkisini göz ardı etmek: Metal kalıplar sıcaklık değişiminde genleşir ya da büzülür. Tarama, kalıbın üretim sıcaklığına yakın koşullarda veya standart oda sıcaklığında yapılmalı; her iki durum raporlanmalıdır.
- Referans CAD dosyasının versiyonunu doğrulamamak: Kalıpta revizyon yapılmışsa tarama güncel CAD ile değil eski versiyonla karşılaştırılırsa sapma raporu yanıltıcı olur.
- Yalnızca kritik yüzeyleri taramak: Kalıbın tamamı taranmadan yapılan kısmi tarama, görünmez bölgelerdeki aşınmayı kaçırır. Tam yüzey taraması zorunludur.
- Tarama verisini arşivlememek: Periyodik tarama verileri karşılaştırıldığında aşınma hızı ve kalan ömür tahmini yapılabilir. Tek seferlik tarama bu avantajı sağlamaz.
Kalıp 3D Tarama Hizmeti Alırken Kontrol Edilmesi Gerekenler
Satın Alma Kontrol Listesi
Sık Sorulan Sorular (FAQ)
Kalıp 3D taraması ne kadar sürer ve maliyeti nasıl belirlenir?
Küçük enjeksiyon kalıpları için saha taraması 2–4 saat, veri işleme ve raporlama 1–2 iş günü sürer. Büyük otomotiv kalıplarında bu süreler 1–2 güne çıkabilir. Fiyatlandırma kalıp boyutu, karmaşıklığı, gereken hassasiyet ve teslim kapsamına göre belirlenir; detaylı teklif için proje kapsamının paylaşılması gerekir.
Kalıp taraması için CAD dosyası şart mı?
Hayır. CAD dosyası varsa sapma analizi yapılır. Yoksa tarama verisi doğrudan ters mühendislik için kullanılır ve parametrik CAD modeli üretilir. Bu model ileride üretim, onarım veya yeni kalıp siparişi için referans alınabilir.
Kalıp sökülmeden yerinde tarama yapılabilir mi?
Evet. Taşınabilir yapılandırılmış ışık tarayıcılar ve lazer tracker sistemleri saha koşullarında, kalıp preste veya tezgah üzerindeyken tarama yapmaya uygundur. Bu özellik üretim duruşunu minimize eder.
Kalıp 3D tarama ne sıklıkla yapılmalıdır?
Yüksek hacimli üretim kalıpları için her 50.000–100.000 atım sonrası periyodik tarama önerilir. Kritik toleranslı parçalarda bu sıklık daha yüksek tutulabilir. İlk tarama verileri baz alınarak sonraki taramalar karşılaştırmalı analiz yapılmasını sağlar; aşınma hızı ve kalan ömür tahmin edilebilir.
Derin boşluklu ve dar kanallı kalıplar taranabilir mi?
Yapılandırılmış ışık tarayıcılar görüş hattı gerektirdiğinden derin boşluklar ve dar kanallar kısmi olarak taranabilir. Bu bölgeler için endoskopik lazer tarama veya CT (bilgisayarlı tomografi) tarama gibi ek yöntemler devreye girebilir. Hizmet sağlayıcıyla kalıp geometrisi önceden paylaşılmalıdır.
Kalıp 3D tarama hangi yazılımlarla raporlanır?
Sektörde en yaygın kullanılan yazılımlar Geomagic Control X, PolyWorks Inspector ve ZEISS Calypso’dur. Bu yazılımlar renk haritası, GD&T analizi ve boyutsal raporlar üretir. Teslim formatı olarak PDF rapor, HTML etkileşimli rapor veya ham nokta bulutu dosyası talep edilebilir.