Üretim ve tasarım süreçlerinde parça 3D tarama; mevcut bir fiziksel bileşenin tüm yüzey geometrisini yüksek hassasiyetle dijital ortama aktarmanın en hızlı ve güvenilir yöntemi haline gelmiştir. Teknik çizimi bulunmayan parçaların yeniden üretilmesinden seri üretimdeki boyutsal sapmaların tespitine, prototip doğrulamadan hasar analizine kadar parça 3D tarama; endüstrinin pek çok kritik sorununa somut çözümler sunar.
Bu rehberde; parça 3D taramanın ne olduğunu, hangi teknolojilerle gerçekleştirildiğini, doğruluk ve hassasiyet parametrelerini, veri işleme adımlarını ve endüstriyel kullanım alanlarını ayrıntılı biçimde ele alacağız. Tersine mühendislik veya kalite kontrol projelerinde zamandan ve maliyetten nasıl tasarruf edebileceğinizi pratik verilerle göstereceğiz.
Parça 3D Tarama Nedir?
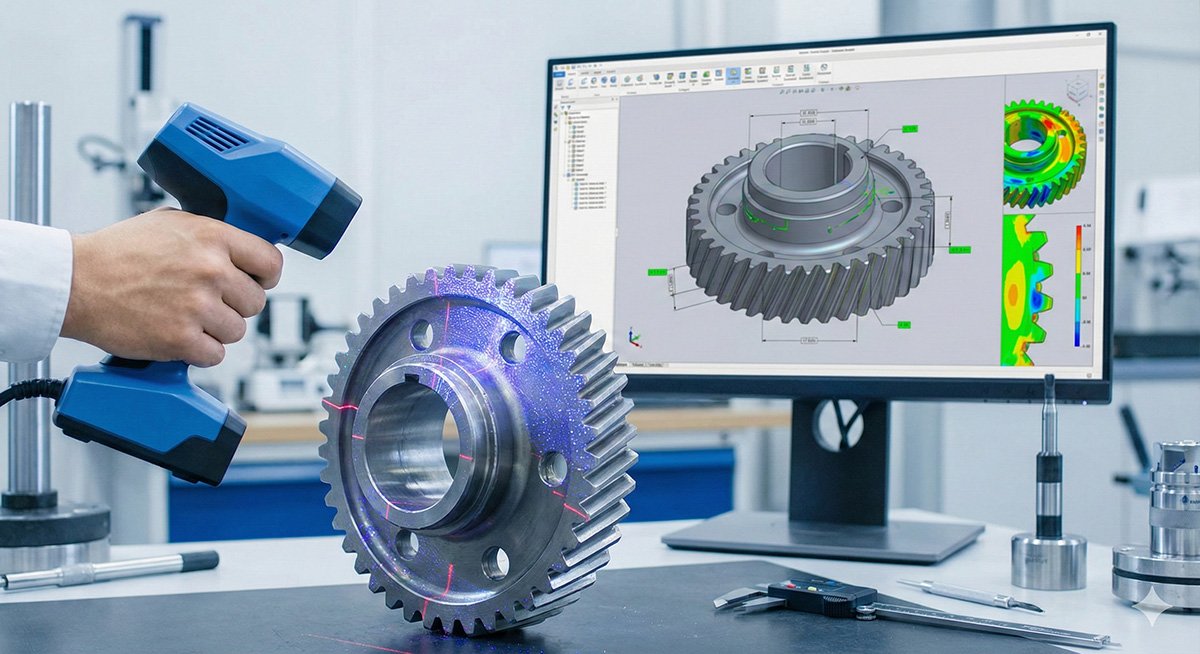
Parça 3D tarama; bir fiziksel nesnenin yüzey bilgilerini optik ya da temaslı sensörler aracılığıyla hızla dijital forma dönüştüren endüstriyel bir ölçüm ve modelleme yöntemidir. Tarama sürecinde elde edilen veriler; karmaşık geometriler, organik formlar ve hassas detaylar dahil tüm yüzeyi üç boyutlu nokta bulutu veya yüzey modeli olarak kayıt altına alır.
Geleneksel temaslı ölçüm yöntemleri yalnızca önceden belirlenen noktalarda veri üretirken, parça 3D tarama saniyeler içinde milyonlarca ölçüm noktası üreterek yüzeyin bütününü eksiksiz biçimde belgeler. Bu fark; özellikle serbest formlu ve organik geometrilerde, derin iç kanallarda ve ince cidarlı yapılarda belirleyici bir avantaja dönüşür.
Tarama sırasında elde edilen veri; CAD tasarımı, boyutsal kontrol, tersine mühendislik, simülasyon ve dijital arşivleme gibi pek çok uygulamada doğrudan kullanılır. Yüksek yoğunluklu veri toplama sayesinde üretim hatalarına hızlı müdahale ve parça uyumluluğu değerlendirmesi mümkün hale gelir.
Parça 3D Tarama Nasıl Yapılır?
Parça 3D tarama süreci, doğru ve tekrarlanabilir sonuç almak için belirli adımların sırasıyla uygulanmasını gerektirir. Her aşama, nihai verinin kalitesini doğrudan etkiler.
1. Parça Hazırlığı
Taramadan önce parça yüzeyi titizlikle hazırlanır: kir, yağ ve gevşek malzeme kalıntıları temizlenir. Parlak metal, krom kaplama veya şeffaf yüzeyler gibi optik zorluğu yüksek malzemelerde tarama kalitesini artırmak amacıyla geçici mat sprey uygulanır. Bu adım; tarayıcının ışık projeksiyonunu yüzeyden düzgün algılayabilmesi için kritik önem taşır.
2. Yerleştirme ve Sabitme
Parça; sabit bir platforma ya da döner tabla üzerine konumlandırılır. Karmaşık geometriye sahip parçalarda referans işaretleri (target markers) veya konumlandırma aparatları kullanılır. Tarama ortamının aydınlatma koşulları ve titreşim düzeyi bu aşamada gözden geçirilir; titreşimli zemin ve doğrudan güneş ışığı veri kalitesini olumsuz etkiler.
3. Tarayıcı Seçimi ve Kalibrasyon
Parçanın boyutu, geometrik karmaşıklığı ve gereken hassasiyet seviyesine göre uygun tarayıcı tipi seçilir. Cihaz kalibre edildikten sonra örnek tarama yapılarak çözünürlük, örtüşme oranı ve hız gibi parametreler optimize edilir. Kalibrasyon atlanmış ya da hatalı yapılmış bir tarama, tüm sürecin güvenilirliğini ortadan kaldırır.
4. Tarama Süreci
Tarayıcı; parça etrafında hareket ettirilerek ya da parça döndürülerek çok açılı veri toplanır. Elde edilen veriler anlık olarak nokta bulutu formatında kaydedilir. Operatör, tarama sırasında gölgelenmiş veya eksik kalan bölgeleri tespit ederek ilave geçişler gerçekleştirir; bu sayede tam yüzey kapsama güvence altına alınır.
5. Veri İşleme ve Doğrulama
Toplanan nokta bulutları birleştirilir (registration), gürültü filtrelenir ve yüzeyler üçgen ağ (mesh) yapısına dönüştürülür. Son aşamada ölçümler CAD referansıyla karşılaştırılır; kritik boyutlar ve toleranslar doğrulanır. Bu adımlar tamamlandığında tersine mühendislik veya kalite kontrol çalışmasına hazır, güvenilir bir dijital model elde edilmiş olur.
Parça 3D Taramada Kullanılan Teknolojiler
Parça 3D tarama süreçlerinde tercih edilen teknoloji; ölçüm ihtiyacına, parça özelliklerine ve bütçeye göre farklılaşır. Her yöntemin güçlü ve sınırlı olduğu alanlar, doğru teknoloji seçimini projenin başarısı için belirleyici kılar.
Lazer Triangülasyon
Yüksek doğruluk ve hızlı veri toplama kapasitesiyle lazer triangülasyon; ince detaylarda ve karmaşık yüzeylerde başarılıdır. Parlak veya şeffaf yüzeylerde ek hazırlık gerektirebilir. Sabit ve el tipi cihazlarda yaygın olarak kullanılır; endüstriyel parça taramasında en sık tercih edilen yöntemler arasındadır.
Yapılandırılmış Işık (Structured Light)
Geniş alanları hızlı taramak için uygundur; yüzeye zarar vermeksizin desenlerin projeksiyonuyla çalışır. Orta-yüksek hassasiyet gerektiren tersine mühendislik ve kalıp muayenesi uygulamalarında yaygın tercih sebebidir. Mavi lazerli tarayıcılar; bu kategoride, kırmızı lazere kıyasla parlak ve koyu yüzeylerde belirgin üstünlük sağlar.
Fotogrametri
Çok sayıda fotoğrafın yazılım aracılığıyla birleştirilmesine dayanan fotogrametri; büyük hacimli parçalar ve saha uygulamaları için maliyet-etkin bir çözümdür. Tekil nokta doğruluğu diğer optik yöntemlere kıyasla daha düşük olduğundan, kritik tolerans gerektiren uygulamalarda genellikle lazer tarama ile kombine kullanılır.
Bilgisayarlı Tomografi (CT Tarama)
İç yapı analizi ve iç boşluk ölçümü gerektiren durumlarda CT tarama benzersiz bir çözüm sunar. Parçanın iç geometrisini tahrip etmeden ortaya koyar; medikal implantlar ve yüksek hassasiyetli mühendislik bileşenlerinde tercih edilir.
Temaslı CMM (Koordinat Ölçme Makinesi)
Belirli kritik boyutlarda mutlak doğruluk gereksinimlerinin karşılanması için CMM hâlâ vazgeçilmez bir yöntem olmayı sürdürmektedir. Optik tarama yöntemleriyle kombine kullanıldığında; hem tam yüzey haritası hem de belirli geometrik toleranslar güvenilir biçimde elde edilir.
Parça 3D Tarama ile Ölçüm ve Kalite Kontrol
Parça 3D tarama; üretimde ölçüm ve kalite kontrol süreçlerini köklü biçimde dönüştürür. Geleneksel yöntemlerin yalnızca seçili noktalarda veri üretebildiği bir dünyada, parça tarama tüm yüzey geometrisini eksiksiz belgeler.
Doğruluk ve Hassasiyet
Yüzey verileri milimetrik veya mikron düzeyinde toplanır; kritik geometriler kısa sürede doğrulanır. Karmaşık iç ve dış yüzeyler tek seferde yakalanabildiği için manuel ölçümlerden kaynaklanan insan hataları minimize edilir.
Hız ve Verimlilik
Prototipten seri üretime kadar ölçüm ve karşılaştırmalı analiz süreleri birkaç dakikadan birkaç saate iner. Üretim hattı duruş süreleri azalır; sürekli kontrol döngüleri sayesinde hatalar erken aşamada tespit edilir.
CAD Karşılaştırması ve Sapma Analizi
Taranan model doğrudan CAD referansıyla hizalanır; renk haritası formatında sapma görselleştirmesi, geometrik tolerans raporları ve istatistiksel çıktılar hızla elde edilir. Bu analizler; kalıp aşınması, montaj uyumsuzluğu ve yüzey deformasyonu gibi üretim sorunlarının kök neden analizini kolaylaştırır.
İzlenebilirlik ve Kayıt
Her tarama işlemi dijital bir ölçüm kaydı oluşturur. Bu kayıtlar kalite yönetim sistemleriyle entegre edilerek parça geçmişi, ölçüm koşulları ve raporlar geri çağrılabilir hale gelir. ISO 9001, IATF 16949 ve AS9100 gibi kalite standartlarının izlenebilirlik gerekliliklerini karşılamak için kritik bir altyapı oluşturur.
Parça 3D Tarama Hassasiyeti Ne Kadardır?
Parça 3D tarama hassasiyeti; kullanılan teknoloji, donanım kalitesi, kalibrasyon durumu ve çevresel koşullara bağlı olarak değişir. Farklı yöntemlerin sunduğu 3D tarama hassasiyet aralıkları doğru teknoloji seçimini doğrudan etkiler. Üç temel parametreyle tanımlanır
Doğruluk (Accuracy)
Ölçülen nokta bulutunun gerçek geometriye ne kadar yakın olduğunu ifade eder. Endüstriyel lazer ve yapılandırılmış ışık tarayıcılar genellikle 0,01 mm ile 0,05 mm aralığında doğruluk sunar. Fotogrametri tabanlı çözümler ise tipik olarak 0,1 mm ile 1 mm arasında konumlanır.
Tekrarlanabilirlik (Repeatability)
Aynı parçanın tekrar tekrar taranmasında elde edilen sonuçların tutarlılığıdır. İyi kalibre edilmiş sistemlerde tekrarlanabilirlik; birkaç mikron ile birkaç yüz mikron arasında değişir ve cihaz doğruluğunun alt sınırlarına yaklaşır.
Çözünürlük ve Nokta Yoğunluğu
Tarama başına düşen nokta mesafesi, küçük detayların yakalanma kalitesini belirler. İnce dişli yapılar, yüzey dokusu veya dar kanal geometrileri için yüksek nokta yoğunluğu (0,05 mm/nokta ve altı) gerekir.
Hassasiyeti etkileyen çevresel faktörler arasında ortam ışığı, yüzey yansıtıcılığı, sıcaklık değişimleri ve platform titreşimi sayılabilir. Doğru sonuç için kalibrasyon, uygun tarama stratejisi ve post-processing adımları birlikte değerlendirilmelidir.
Parça 3D Tarama Verileri Nasıl İşlenir?
Taramadan elde edilen ham veri; kullanılabilir dijital modele dönüştürülmeden önce sistematik bir işleme sürecinden geçer.
Gürültü Temizleme ve Outlier Filtrasyonu
Ham nokta bulutu; ölçüm hatası kaynaklı gürültü noktaları ve aykırı değerlerden (outlier) arındırılır. Bu adım, sonraki işlem aşamalarının kalitesini doğrudan belirler.
Registration (Hizalama)
Farklı açılardan alınan taramalar, eşleştirme algoritmaları ve referans noktalar kullanılarak tek bir koordinat sisteminde birleştirilir. Registration hatası ne kadar düşükse elde edilen bütünleşik nokta bulutu o kadar doğrudur.
Mesh Oluşturma ve Yüzey Düzgünleştirme
Nokta bulutu; üçgen ağ (mesh) yapısına dönüştürülür. Bu aşamada tarama sırasında oluşan boşluklar doldurulur ve yüzey düzgünleştirme (smoothing) uygulanır. Poligon yoğunluğu; performans ve hassasiyet dengesi gözetilerek optimize edilir.
Format Dönüştürme ve Teslim
İşlenmiş model; STL, OBJ, PLY gibi evrensel formatlara veya doğrudan STEP, IGES gibi CAD formatlarına dönüştürülerek teslim edilir. Kalite kontrol projelerinde ek olarak sapma haritası raporu ve GD&T analizi de çıktı kapsamına dahil edilir.
Parça 3D Taramanın Endüstrideki Kullanım Alanları
Parça 3D tarama; uygulamalı faydası nedeniyle pek çok sektörde hızla standart bir süreç haline gelmektedir.
Tersine Mühendislik
Teknik çizimi bulunmayan, üretimi durdurulmuş veya yeniden tasarlanması gereken parçalar; parça 3D tarama ile hızlı biçimde dijital kopyaya dönüştürülür. Bu sürecin tamamını kapsayan profesyonel tersine mühendislik hizmeti sayesinde orijinal tasarım dosyaları mevcut olmasa bile mevcut fiziksel parça, üretim için eksiksiz bir CAD modeline kaynak oluşturur.
Kalite Kontrol ve Boyutsal Doğrulama
Seri üretimde her partiden alınan parçalar taranarak CAD referansıyla karşılaştırılır; tolerans sapmaları renk haritasıyla görselleştirilir. Bu yaklaşım, profesyonel 3D kalite kontrol süreçlerinin temelini oluşturur. Kalıp aşınması veya üretim kaynaklı geometrik sapmalar erken tespit edilerek hurda ve yeniden işleme maliyetleri azaltılır.
Prototipleme ve Ürün Geliştirme
Fiziksel prototiplerin dijital modele dönüştürülmesi ve tasarım iterasyonlarının hızlandırılması; ürün geliştirme döngüsünü kısaltır. Ar-Ge ekipleri, fiziksel üretim yapmadan tasarım revizyonlarını sanal ortamda doğrulayabilir.
Bakım, Onarım ve Hasar Analizi
Arızalı veya hasar görmüş bileşenler taranarak deformasyon miktarı sayısal olarak belirlenir; doğru yedek parça tasarımı oluşturulur. Periyodik taramalar sayesinde aşınma ve yorulma hasarının zaman içindeki değişimi izlenebilir.
Sertifikasyon ve Regülasyon Uyumu
Havacılık, otomotiv ve savunma sanayinde parça geometrisinin belgelenmesi; sertifikasyon süreçlerinde zorunlu hale gelmiştir. Parça 3D tarama verileri, ISO izlenebilirlik gereklilikleri kapsamında kalite kayıtlarının dijital temelini oluşturur.
Parça 3D Tarama Ne Kadar Sürer?
Tarama süresi; parçanın boyutu, geometrik karmaşıklığı ve gereken hassasiyet düzeyine bağlı olarak önemli ölçüde değişir. Süreyi belirleyen tüm değişkenleri ayrıntılı incelemek için 3D tarama süresini etkileyen faktörler rehberimizi inceleyebilirsiniz.
- Küçük ve basit geometrili parça: Tarama + işleme dahil 15–45 dakika
- Orta boyutlu, orta karmaşıklıkta parça: 1–3 saat
- Büyük veya yüksek detaylı parça: Yarım günden tam güne
- Tersine mühendislik CAD modeli dahil: Parça karmaşıklığına göre 1 günden birkaç güne
- Yüzey hazırlığı gerektiren parçalar (sprey vb.): Yukarıdaki sürelere +10–60 dakika eklenir
Proje başında hedef doğruluk, çıktı tipi ve teslim süresi netleştirildiğinde zaman planlaması çok daha sağlıklı yapılır. Profesyonel bir parça 3D tarama hizmeti alındığında bu planlama süreci, teknik danışmanlık görüşmesiyle birlikte yürütülür.
Sıkça Sorulan Sorular
Parça 3D tarama hangi sektörlerde kullanılır?
Parça 3D tarama; hassasiyetin kritik olduğu her sektörde aktif uygulama alanı bulur. Otomotiv sektöründe prototip doğrulama, gövde paneli kontrolü ve hasar analizi; havacılık ve savunmada türbin kanatçığı muayenesi ve MRO süreçleri; makine imalatında kalıp kontrolü ve tersine mühendislik; medikal alanda implant ve protez tasarımı; enerji sektöründe türbin ve boru hattı bileşenlerinin bakımı bunların başında gelir. Metal işleme, plastik enjeksiyon ve savunma sanayi alt yüklenicileri de parça 3D taramayı kalite güvencesinin temel aracı olarak kullanmaktadır.
Parça 3D tarama ne kadar hassastır?
Kullanılan teknolojiye bağlı olarak hassasiyet büyük farklılıklar gösterir. Endüstriyel lazer tarayıcılar genellikle 10–50 mikron doğruluk sunarken, yapılandırılmış ışık sistemleri 20–100 mikron aralığında çalışır. CT tarayıcılar iç geometrilerde 10 mikronun altına inebilir. Fotogrametri ise büyük yapılarda birkaç yüz mikron doğrulukla maliyet-etkin bir seçenek sunar. Hedef hassasiyete göre doğru teknolojinin seçilmesi, proje başarısının temel belirleyicisidir.
Parça 3D tarama ile üretim hataları tespit edilebilir mi?
Evet. Tarama verisi CAD modeliyle karşılaştırıldığında; boyutsal sapmalar, yüzey deformasyonları, kalıp aşınması kaynaklı geometrik hatalar ve montaj uyumsuzlukları renk haritası formatında görselleştirilerek raporlanır. Bu yaklaşım; hem seri üretimdeki hataların erken tespitini hem de kök neden analizini mümkün kılar.
Parça 3D tarama neden tercih edilir?
Parça 3D tarama; tüm yüzey geometrisini temassız biçimde, yüksek hızda ve tekrarlanabilir doğrulukla belgelemesi sayesinde tercih edilir. Geleneksel temaslı yöntemlerin erişemediği geometrilerde çalışabilmesi, dijital iz bırakarak izlenebilirlik sağlaması ve tersine mühendislik süreçlerini hızlandırması en önemli avantajlarıdır. Birim ölçüm maliyeti; parça adedi arttıkça ve süreç olgunlaştıkça belirgin biçimde düşer.
Parça 3D tarama için parçayı servise göndermem gerekir mi?
Küçük ve orta boyutlu parçalar için atölye ortamında tarama; hem maliyet hem de veri kalitesi açısından genellikle daha avantajlıdır. Büyük makine, sabit tesis ekipmanı veya taşınması güç yapılar için tarayıcı sahaya götürülerek yerinde tarama gerçekleştirilir. Her iki seçenek de proje başında değerlendirilmeli; en uygun yöntem parça özelliklerine göre belirlenmelidir.
Fikret Yedikardeşler, endüstriyel 3D tarama, tersine mühendislik ve ölçümsel doğrulama alanlarında uzmanlaşmış bir teknik uzmandır. VIP3D Tasarım’ın kurucusu olarak, 2020 yılından bu yana otomotiv, savunma sanayi ve üretim sektörlerinde faaliyet gösteren firmalara metrology-grade 3D tarama çözümleri sunmaktadır. Saha deneyimi ve teknik uzmanlığı sayesinde, karmaşık geometrilere sahip parçaların yüksek hassasiyetle analiz edilmesi, üretim hatalarının tespiti ve dijital modelleme süreçlerinde aktif rol almaktadır. Uluslararası iş birlikleri ve Invision partnerliği kapsamında yürüttüğü projelerle, Türkiye’de 3D tarama teknolojilerinin gelişimine katkı sağlamaktadır.