Endüstriyel ölçüm ve kalite güvencesi söz konusu olduğunda iki teknoloji öne çıkar: geleneksel Koordinat Ölçme Makinesi (CMM) ve optik 3D tarama. Her ikisi de boyutsal doğrulama, kalite kontrol ve üretim süreçlerinin iyileştirilmesinde kullanılmakla birlikte; çalışma prensipleri, güçlü oldukları alanlar ve sınırlılıkları birbirinden temelden farklıdır.
“Hangisi daha iyi?” sorusunun yanıtı her zaman projeye özgüdür. Bu rehberde; CMM ile 3D tarama arasındaki temel farkları, her teknolojinin avantaj ve sınırlılıklarını, hangi uygulamanın hangi yöntemi gerektirdiğini ve iki sistemin birlikte nasıl kullanılabileceğini nesnel ve karşılaştırmalı biçimde ele alacağız.
CMM Nedir?
Koordinat Ölçme Makinesi (CMM — Coordinate Measuring Machine); bir ölçüm kafasına bağlı hassas bir prob (dokunma ucu) aracılığıyla parçanın belirli noktalarına temas ederek koordinat verisi toplayan mekanik bir ölçüm sistemidir. CMM’ler; granit tabla üzerinde yüksek hassasiyetli lineer kılavuzlarla hareket eden ve her dokunuşta X, Y, Z koordinatlarını kaydeden cihazlardır.
CMM’nin Temel Çalışma Prensibi
Prob, parçanın belirlenen noktalarına tek tek temas eder. Her temas noktasında sensör; dokunma anındaki X, Y, Z koordinatlarını mikrometre hassasiyetiyle kaydeder. Bu noktalar bir araya getirilerek parçanın geometrik özellikleri — çap, mesafe, parallellik, diklik, dairesellik gibi — hesaplanır.
CMM’ler iki temel kategoride sınıflandırılır: köprü tipi (sabit) CMM’ler ve taşınabilir kollu CMM’ler. Köprü tipi sistemler laboratuvar veya üretim hattı ortamında kullanılırken, kollu CMM’ler saha koşullarında daha esnek ölçüm olanağı sunar.
3D Tarama Nedir? (Özet)
3D tarama; lazer veya yapılandırılmış ışık gibi optik yöntemlerle bir nesnenin tüm yüzey geometrisini temas gerektirmeksizin, saniyeler içinde milyonlarca ölçüm noktası üreterek dijital ortama aktaran teknolojidir. Elde edilen nokta bulutu verisi; tersine mühendislik, CAD karşılaştırma analizi, kalite kontrol ve dijital arşivleme gibi uygulamalarda doğrudan kullanılır.
3D tarama teknolojisi ve uygulama alanları hakkında kapsamlı bilgiye metroloji 3D tarayıcı nedir başlıklı makalemizden ulaşabilirsiniz.
CMM ile 3D Tarama: Temel Farklar
Ölçüm Yöntemi
CMM; noktasal temaslı ölçüm yapar — yani her seferinde yalnızca bir noktada veri üretir. Ölçülecek geometrik özellik ne kadar karmaşıksa o kadar çok prob teması gerekir. 3D tarama ise tüm yüzeyi eş zamanlı olarak tarar; tek bir geçişte yüzey hakkında yüz binlerce ila milyonlarca veri noktası üretir.
Hız
CMM ile orta karmaşıklıkta bir parçanın ölçümü saatler alabilir. 3D tarama, aynı parçayı dakikalar içinde eksiksiz biçimde belgeler. Seri üretim kalite kontrolünde veya kısıtlı proje takvimlerinde bu hız farkı belirleyici olur.
Temas Durumu
CMM, prob ucunun parçaya fiziksel temas etmesini gerektirir. Bu durum; ince cidarlı, yumuşak malzemeli veya hassas yüzey kaplamasına sahip parçalarda deformasyon ve çizilme riski yaratır. 3D tarama, hiçbir fiziksel temas olmaksızın ölçüm yapar; parçaya zarar verme riski sıfırdır.
Veri Tipi ve Kapsam
CMM yalnızca önceden belirlenen noktalarda veri üretir; iki ölçüm noktası arasındaki yüzey hakkında bilgi yoktur. Bu, özellikle serbest formlu ve organik geometrilerde ciddi bir bilgi boşluğu yaratır. 3D tarama ise yüzeyin tamamını eksiksiz belgeler; gözle görülmesi güç deformasyonlar ve yüzey sapmaları dahi tespit edilir.
Hassasiyet
Hassasiyet açısından köprü tipi CMM’ler; kontrollü laboratuvar ortamında genellikle 0,001–0,005 mm aralığında ölçüm yapabilir. Metroloji sınıfı 3D tarayıcılar ise 0,01–0,02 mm hassasiyet sunar. Mutlak nokta doğruluğu açısından yüksek kaliteli CMM hâlâ üstündür; ancak bu fark pek çok endüstriyel uygulamada belirleyici değildir ve 3D taramanın diğer avantajları tarafından dengelenir.
Parça Boyutu ve Erişim
CMM’ler fiziksel olarak sınırlı bir çalışma hacmine sahiptir; büyük parçalar için büyük ve pahalı makineler gerekir. Taşınabilir 3D tarayıcılar ise tüm boyut aralıklarında — küçük implanttan tam boyutlu araç şasisine kadar — esneklikle çalışabilir, sahaya götürülebilir.
Maliyet
Yüksek hassasiyetli köprü tipi bir CMM’nin ekipman maliyeti; metroloji sınıfı el tipi bir 3D tarayıcının çok üzerinde olabilir. Bunun yanı sıra CMM; titreşimsiz zemin, sıcaklık kontrollü ortam ve özel operatör eğitimi gerektirir. 3D tarayıcılar çok daha düşük altyapı yatırımıyla kullanılabilir.
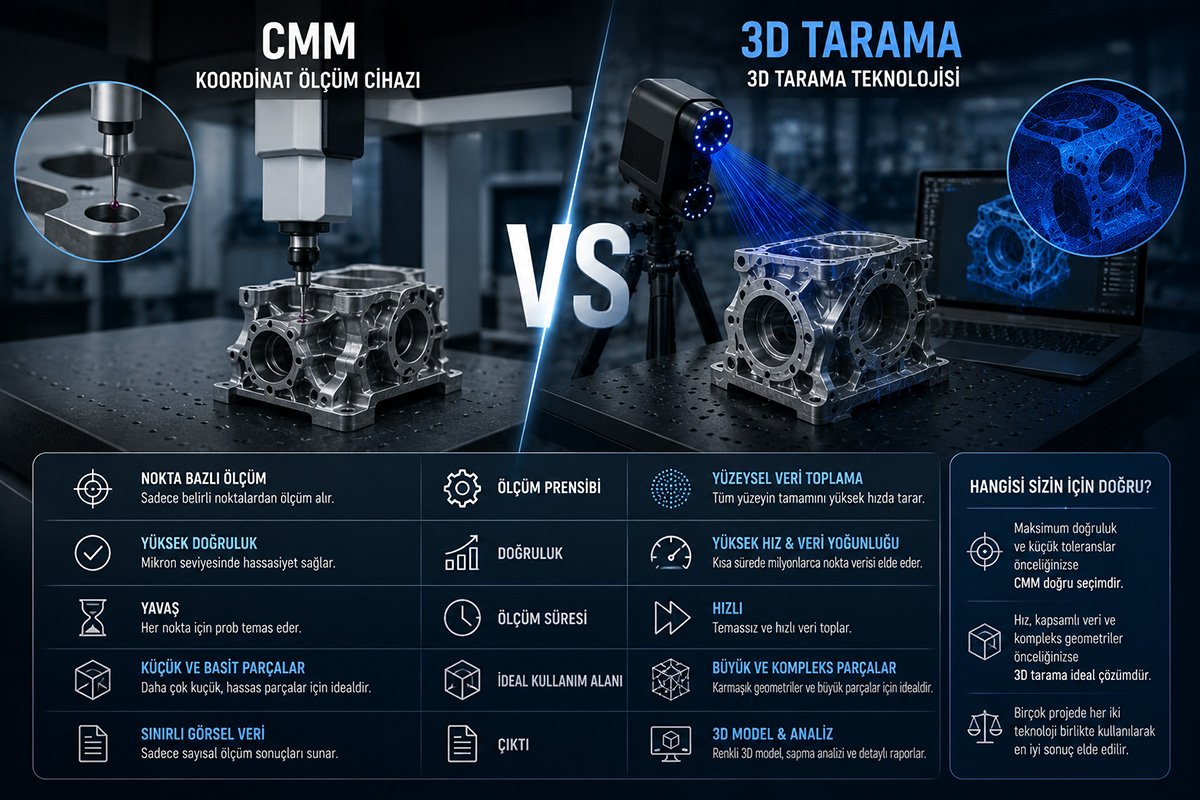
Karşılaştırma Tablosu: CMM ve 3D Tarama
Aşağıdaki tablo, iki yöntemin temel parametreler açısından özet karşılaştırmasını sunmaktadır:
| Parametre | CMM | 3D Tarama |
|---|---|---|
| Ölçüm yöntemi | Temaslı, noktasal | Temassız, tam yüzey |
| Hassasiyet | 0,001–0,005 mm (köprü tipi) | 0,01–0,02 mm (metroloji sınıfı) |
| Hız | Yavaş (saatler) | Hızlı (dakikalar) |
| Veri kapsama | Seçili noktalar | Tam yüzey |
| Serbest form geometri | Sınırlı | Güçlü |
| İnce/hassas yüzeyler | Riskli (temas) | Güvenli (temassız) |
| Taşınabilirlik | Düşük (sabit sistem) | Yüksek (el tipi modeller) |
| Altyapı gereksinimi | Yüksek (klima, titreşimsiz ortam) | Düşük |
| Ekipman maliyeti | Yüksek | Orta–Yüksek |
| Tersine mühendislik | Zayıf | Güçlü |
| GD&T analizi | Güçlü | Güçlü (yazılım destekli) |
| Seri üretim kontrolü | Yavaş, sınırlı | Hızlı, ölçeklenebilir |
CMM’nin Güçlü Olduğu Durumlar
CMM; belirli koşullar ve uygulamalar için hâlâ tartışmasız tercih olmayı sürdürmektedir.
Mutlak Yüksek Hassasiyet Gerektiren Kritik Boyutlar
0,005 mm ve altında mutlak doğruluk gerektiren, az sayıda kritik boyutun ölçüleceği uygulamalarda köprü tipi CMM üstün performans sunar. Özellikle yasal ve sertifikasyon süreçlerinde “golden standard” referans ölçüm aracı olarak kabul görmektedir.
Az Sayıda Noktada Ölçüm Yeterli Olduğunda
Parçada yalnızca belirli çaplar, mesafeler veya açılar kontrol edilecekse ve bu boyutlar az sayıda prob temasıyla elde edilebiliyorsa CMM, yalın ve güvenilir bir çözüm sunar.
Standart Geometrili Parçalar
Silindir, küre, düzlem, koniklik gibi temel geometrik özelliklerden oluşan parçalarda CMM, matematiksel olarak kesin sonuçlar üretir ve yazılım işleme adımı minimumda kalır.
ISO ve Sektörel Standartlar Gerektirdiğinde
Bazı sektörel standartlar ve müşteri şartnameleri, boyutsal doğrulama için spesifik olarak CMM ölçümü talep edebilir. Bu zorunluluk varlığında CMM vazgeçilmez olmayı sürdürür.
3D Taramanın Güçlü Olduğu Durumlar
Karmaşık ve Serbest Formlu Geometriler
Türbin kanatçıkları, otomotiv karoseri panelleri, döküm parçalar ve organik formlar gibi serbest formlu geometrilerde CMM’nin noktasal yaklaşımı yetersiz kalır. 3D tarama; bu yüzeyleri eksiksiz biçimde belgeler ve tam yüzey sapma analizi sunar. 3D tabanlı kalite kontrol hizmetimizde bu tür parçalar için optimize edilmiş tarama iş akışları uygulamaktayız.
Tersine Mühendislik
Teknik çizimi olmayan bir parçadan CAD modeli oluşturulması gerektiğinde 3D tarama tek pratik çözümdür. CMM ile bu işlem için binlerce manuel prob teması gerekirken, 3D tarama tüm yüzeyi dakikalar içinde dijitalleştirir. Tersine mühendislik hizmetimiz, 3D tarama tabanlı iş akışıyla yürütülmektedir.
Büyük Parça ve Saha Ölçümü
Bir CMM’nin fiziksel hacmine sığmayan büyük makine gövdeleri, araç şasileri veya sabit tesis ekipmanları; taşınabilir 3D tarayıcılarla yerinde ölçülebilir. Bu esneklik, üretim hattı durdurulmaksızın ölçüm yapılmasına imkân tanır.
Hız ve Seri Üretim Kalite Kontrolü
Seri üretimde her partiden alınan parçaların tamamının boyutsal kontrolü; CMM ile saatlerce sürerken 3D tarama ile dakikalar içinde tamamlanır. Bu hız farkı, üretim verimliliğini doğrudan etkiler ve hataların daha erken aşamada tespit edilmesine olanak tanır.
İnce Cidarlı ve Hassas Yüzeyler
Deformasyona duyarlı ince cidarlı parçalar, yumuşak malzemeler ve hassas yüzey kaplamaları; CMM probu temas ettiğinde şekil bozabilir veya zarar görebilir. 3D tarama bu riski tamamen ortadan kaldırır.
Tam Yüzey Belgeleme ve Dijital İkiz
Parçanın tüm yüzeyinin dijital fotoğrafının çekilmesi, değişim takibi veya dijital ikiz (digital twin) oluşturulması ihtiyacında 3D tarama tek seçenektir. CMM’nin noktasal veri yaklaşımıyla bu düzeyde yüzey belgeleme mümkün değildir.
CMM ve 3D Taramayı Birlikte Kullanmak
Pratikte en güçlü yaklaşım; iki teknolojiyi birbirinin rakibi değil, tamamlayıcısı olarak konumlandırmaktır. Bu hibrit kullanım modeli özellikle havacılık, otomotiv ve medikal cihaz üretiminde yaygınlaşmaktadır.
Tipik Hibrit İş Akışı
Üretimden çıkan parça önce 3D taramayla tam yüzey belgesi oluşturulur; genel form, yüzey deformasyonları ve büyük sapma bölgeleri hızla tespit edilir. Ardından kritik boyutlar — vida çapı, yatak yatağı iç çapı, düzlemsellik toleransı gibi — CMM ile doğrulanır. Bu yaklaşım; hem hızı hem de hassasiyeti tek bir iş akışında birleştirir.
Ne Zaman Hibrit Kullanım Mantıklıdır?
- Parçada hem serbest formlu yüzeyler hem de kritik dar toleranslı boyutlar varsa
- AS9100 veya IATF 16949 gibi standartların hem tam yüzey hem de belirli boyutlarda belgeleme talep ettiği projelerde
- 3D tarama ile genel uygunluğu doğrulayıp CMM ile sadece kritik boyutları teyit etmek istendiğinde
- Yüksek hacimli üretimde 3D tarama ile hızlı elemeden geçen parçaların belirli bir oranının CMM ile derinden doğrulandığı istatistiksel örnekleme süreçlerinde
Hangi Teknolojiyi Seçmeli? Karar Ağacı
CMM seçin, eğer:
- 0,005 mm ve altında mutlak doğruluk gerekiyorsa
- Ölçülecek boyutlar az sayıda ve standart geometrikse (çap, mesafe, diklik vb.)
- Müşteri veya standart şartnamesi spesifik olarak CMM ölçümü talep ediyorsa
- Kontrollü laboratuvar ortamınız ve kalibrasyon altyapınız mevcutsa
3D Tarama seçin, eğer:
- Parça serbest formlu, organik geometriye sahipse
- Tam yüzey belgesi veya CAD karşılaştırma analizi gerekiyorsa
- Tersine mühendislik yapılacaksa
- Parça büyük, taşınamaz veya sahada ölçülmesi gerekiyorsa
- İnce cidarlı, yumuşak veya hassas yüzey kaplamamalı parçalar söz konusuysa
- Hız ve seri üretim kalite kontrolü öncelikliyse
- 0,02 mm hassasiyet projeniz için yeterliyse
İkisini birlikte kullanın, eğer:
- Parçada hem karmaşık yüzey geometrisi hem de kritik dar toleranslı boyutlar varsa
- Uluslararası sertifikasyon süreçlerinde kapsamlı boyutsal belge gerekiyorsa
- İstatistiksel örnekleme tabanlı kalite güvencesi planlanıyorsa
Maliyet Karşılaştırması: Doğru Hesaplama
Teknoloji seçiminde ekipman fiyatını tek başına değerlendirmek yanıltıcı olabilir. Toplam sahip olma maliyeti (TCO) hesabına şunlar dahil edilmelidir:
CMM Toplam Maliyeti
- Cihaz satın alma bedeli (köprü tipi için genellikle yüksek)
- Sıcaklık kontrollü, titreşimsiz ortam altyapısı
- Periyodik kalibrasyon ve bakım giderleri
- Prob seti ve aksesuarlar
- Uzman operatör eğitimi
- Ölçüm programlama süresi (her parça tipi için ayrı program)
3D Tarama Toplam Maliyeti
- Cihaz satın alma bedeli (geniş yelpaze; hizmet alımı alternatifi de mevcut)
- Yazılım lisansları
- Periyodik kalibrasyon giderleri (CMM’ye kıyasla daha düşük altyapı)
- Operatör eğitimi (genellikle daha kısa öğrenme eğrisi)
- Hizmet alımı seçeneğinde sabit yatırım yok; proje bazlı maliyet
Yılda yirmiden az proje yürüten firmalar için profesyonel endüstriyel ölçüm ve kalite güvencesi hizmeti almak; hem CMM hem de 3D tarama yatırımını kendi bünyesinde yapmaktan çok daha ekonomik olabilir.
Sektöre Göre CMM ve 3D Tarama Tercihleri
Otomotiv
Gövde panelleri, kalıp muayenesi ve serbest formlu yüzeyler için 3D tarama; motor bileşenlerindeki kritik dar toleranslı boyutlar için CMM. Hibrit kullanım yaygındır.
Havacılık ve Savunma
Türbin kanatçıkları, kompozit gövde yapıları ve MRO süreçleri için 3D tarama; kritik sertifikasyon boyutları için CMM. AS9100 kapsamındaki projeler genellikle her iki yöntemi de içerir.
Tıp ve Medikal Cihaz
İmplant geometrisinin tam yüzey doğrulaması için 3D tarama; kritik arayüz boyutlarının kesin ölçümü için CMM. ISO 13485 kapsamında hibrit belgeleme yaygındır.
Makine ve Metal İşleme
Döküm ve dövme parçalar, kalıp kontrolü ve tersine mühendislik için 3D tarama açık ara tercih edilir. Standart geometrili freze ve tornalama parçaları için CMM hâlâ güçlü bir seçenek olmayı sürdürür.
Kalıpçılık
Kalıp yüzeylerinin nominal CAD modeliyle karşılaştırılmasında 3D tarama; kalıp üzerindeki spesifik boyutsal kontrollerde CMM kombinasyonu en yaygın yaklaşımdır. 3D tarama ile üretimde maliyet tasarrufu konusunda kalıpçılık sektörüne yönelik detaylı bilgi için ilgili makalemizi inceleyebilirsiniz.
Doğru Ekipmanla Doğru Sonuç
Hem CMM hem de 3D tarama; endüstriyel ölçümün güçlü araçlarıdır. CMM; mutlak yüksek hassasiyet ve az sayıda kritik boyutun ölçümünde tartışmasız lider olmayı sürdürürken, 3D tarama; hız, tam yüzey kapsama, taşınabilirlik ve tersine mühendislik kapasitesiyle pek çok modern endüstriyel uygulamada belirleyici avantaj sağlar.
Projeniz için hangi teknolojinin — ya da ikisinin kombinasyonunun — uygun olduğunu belirlemek için parçanızın geometrik karmaşıklığını, hassasiyet gereksinimini, boyutunu ve kullanım amacını değerlendirin. Kararsızlık durumunda her iki yöntemi de uygulayabilen ve size nesnel öneri sunabilecek bir uzmanla çalışmak en güvenli yaklaşımdır. Metroloji sınıfı AlphaScan tarayıcı ile gerçekleştirilen ölçümlerde 0,02 mm hassasiyetiyle pek çok CMM uygulamasının yerini alabilen sonuçlar elde edilmektedir.
Sıkça Sorulan Sorular
CMM mi 3D tarama mı daha hassastır?
Mutlak nokta doğruluğu açısından yüksek kaliteli köprü tipi CMM’ler, kontrollü ortamda metroloji sınıfı 3D tarayıcılara kıyasla daha yüksek hassasiyet sunabilir. Ancak 3D taramanın 0,02 mm hassasiyeti; otomotiv, kalıpçılık ve genel endüstriyel üretimin büyük bölümünde yeterlidir. Uygulamanın gerçek tolerans gereksinimini değerlendirmeden soyut hassasiyet karşılaştırması yapmak yanıltıcıdır.
3D tarama CMM’nin yerini tamamen alabilir mi?
Pek çok uygulamada evet; ancak bazı durumlar için hayır. Mutlak en yüksek noktasal doğruluk gerektiren ve müşteri şartnamesinde CMM ölçümü zorunlu olan uygulamalar için CMM’nin yerini almak güçtür. Bununla birlikte, karmaşık yüzey geometrisi, tersine mühendislik, büyük parça ve saha ölçümü gibi alanlarda 3D tarama CMM’den üstün performans sergiler.
CMM ile 3D taramayı aynı projede kullanmak mümkün mü?
Evet ve bu hibrit yaklaşım özellikle havacılık, otomotiv ve medikal cihaz sektörlerinde giderek yaygınlaşmaktadır. 3D tarama genel yüzey belgeleme ve hızlı eleme için; CMM ise kritik dar toleranslı boyutların kesin doğrulaması için kullanılır.
3D tarama verisi GD&T analizinde kullanılabilir mi?
Evet. Geomagic Control X, PolyWorks Inspector ve benzeri metroloji yazılımları; 3D tarama verisi üzerinden GD&T (Geometrik Boyutlandırma ve Toleranslama) analizini tam olarak destekler. Düzlemsellik, dairesellik, silindiriklik, konumsal tolerans gibi tüm GD&T sembolleri bu yazılımlarla 3D tarama verisi üzerinde hesaplanabilir.
Küçük firmalar için hangi seçenek daha mantıklı?
Kendi bünyesinde düzenli ölçüm ihtiyacı olmayan küçük ve orta ölçekli firmalar için hizmet alımı en pratik çözümdür; hem CMM hem de 3D tarama maliyetleri sabit yatırım olmaksızın proje bazında karşılanır. Yoğun ölçüm ihtiyacı olan firmalar için ise toplam sahip olma maliyeti hesabına göre karar verilmesi önerilir.
Fikret Yedikardeşler, endüstriyel 3D tarama, tersine mühendislik ve ölçümsel doğrulama alanlarında uzmanlaşmış bir teknik uzmandır. VIP3D Tasarım’ın kurucusu olarak, 2020 yılından bu yana otomotiv, savunma sanayi ve üretim sektörlerinde faaliyet gösteren firmalara metrology-grade 3D tarama çözümleri sunmaktadır. Saha deneyimi ve teknik uzmanlığı sayesinde, karmaşık geometrilere sahip parçaların yüksek hassasiyetle analiz edilmesi, üretim hatalarının tespiti ve dijital modelleme süreçlerinde aktif rol almaktadır. Uluslararası iş birlikleri ve Invision partnerliği kapsamında yürüttüğü projelerle, Türkiye’de 3D tarama teknolojilerinin gelişimine katkı sağlamaktadır.